






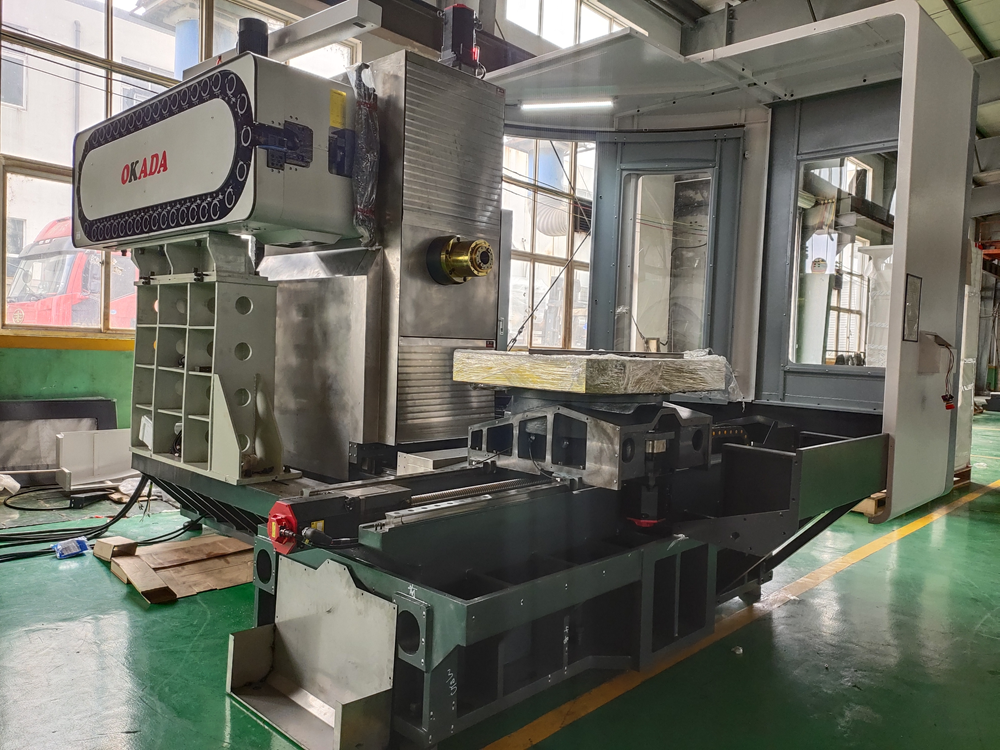
Dehorisontalt bearbeidingssenterer egnet for bearbeiding av deler med komplekse former, mange prosessinnhold, høye krav, flere typer vanlige maskinverktøy og tallrike prosessutstyr, og flere klemmer og justeringer for å fullføre behandlingen.

De viktigste behandlingselementene er som følger:
Deler med både flate overflater og hull
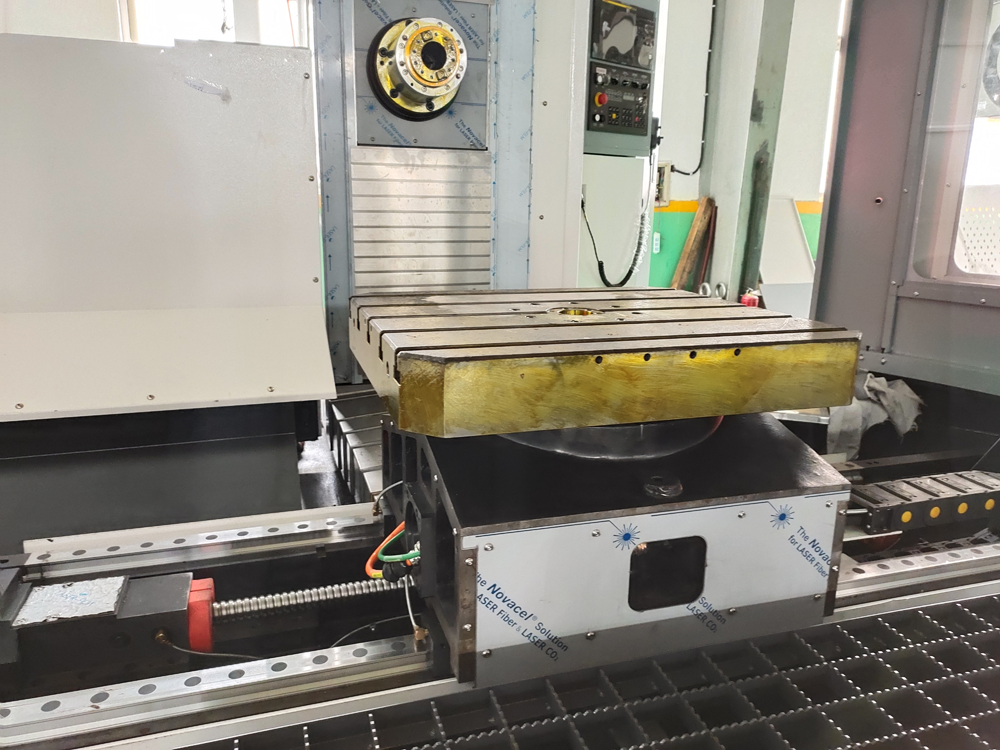
Det horisontale dobbeltbordetmaskineringssenterhar automatisk verktøyskifter. I en installasjon kan den fullføre fresingen av delens overflate, boring, boring, rømme,fresing og tappingav hullsystemet. De bearbeidede delene kan være på ett plan eller på forskjellige plan. Derfor er delene med både plan- og hullsystem behandlingsobjektene til bearbeidingssenteret, og de vanlige er boks-type deler og plate-, hylse- og plate-type deler.
1. Boksdeler. Det er mange deler av bokstypen. Generelt kreves flerstasjonshullsystem og planbehandling. Nøyaktighetskravene er høye, spesielt formnøyaktigheten og posisjonsnøyaktigheten er strenge. Vanligvis kreves fresing, boring, ekspansjon, boring, rømme, forsenking og tapping. Venter på arbeidstrinnene, det er mange verktøy som kreves, det er vanskelig å behandle på vanlige maskinverktøy, antallet verktøysett er stort, og nøyaktigheten er ikke lett å garantere. Den siste installasjonen av maskineringssenteret kan fullføre 60%-95% av prosessinnholdet til den vanlige verktøymaskinen. Nøyaktigheten til delene er god, kvaliteten er stabil, og produksjonssyklusen er kort.
2. Skiver, hylser og platedeler. Det er plan, buede flater og hull på endeflatene til slike deler, og noen hull er ofte fordelt i radiell retning. Vertikalt bearbeidingssenter bør velges for skive-, hylse- og platedeler hvis bearbeidingsdeler er konsentrert på en enkelt endeflate, og horisontalt bearbeidingssenter bør velges for deler hvis bearbeidingsdeler ikke er på overflaten i samme retning.
3. Spesialformede deler refererer til deler med uregelmessige former som braketter og girgafler. De fleste av dem er blandet behandling av punkter, linjer og overflater. På grunn av den uregelmessige formen kan vanlige maskinverktøy bare ta i bruk prinsippet om prosessspredning for prosessering, som krever mer verktøy og lengre syklus. Ved å utnytte egenskapene til flerstasjonspunkt-, linje- og overflateblandet prosessering av maskineringssenteret, kan de fleste eller til og med alle prosedyrene fullføres.


Innleggstid: 13. desember 2021