






Femakset maskineringssenter FH100P
Fem-aksesamtidigmaskineringssenter
XYZ lineær akse hul kjøleskruedrift
B\C roterende aksel DD direkte drevet transmisjon
Full lukket sløyfe absolutt verdi målesystem
Hovedkonfigurasjon
| No | Punkt | Enhet | Antall |
| 1. | FH hovedramme mineralstøping | SETT | 1 |
| 2. | Siemens ONE kontrollsystem | SETT | 1 |
| 3. | Display: 21,5 tommers berøringsskjermpanel | SETT | 1 |
| 4. | FH femakset multifunksjonssvinghode (B-akse) | SETT | 1 |
| 5. | FH-DGZX-28010/42B2 Milling Electric Spindel (Shielded Turning Function) | PC | 1 |
| 6. | X/Y/Z-akse hulkjølte kuleskruer | PC | 3 |
| 7. | Mill Direct Drive Turtable (C-Axis) | SETT | 1 |
| 8. | B-akse RCN8380 29 bits absolutt koder | PC | 1 |
| 9. | C-akse RCN2580 28 bits absolutt koder | PC | 1 |
| 10. | INA rullelineære lysbilder | SETT | 7 |
| 11. | Spindel vannkjølesystem | SETT | 1 |
| 12. | Maskin ringtype vannspray | SETT | 1 |
| 13. | Femaksehode halvmåne type vannspray, halvmåne type blåse gass | SETT | 1 |
| 14. | Sikkerhetssperresystem foran og på siden | SETT | 1 |
| 15. | Vanntett arbeidsbelysning | PCS | 2 |
| 16. | Hydraulisk stasjon | SETT | 1 |
| 17. | Sentral sentralisert fôrsmøring | SETT | 1 |
| 18. | Driftsside rengjøringsvannpistol og luftpistol | SETT | 1 |
| 19. | Kuttingsvæskesystem (CTS 25BAR) | SETT | 1 |
| 20. | Helt lukket beskyttende metallplate | SETT | 1 |
| 21. | Driftsboks | SETT | 1 |
| 22. | Elektrisk boks klimaanlegg | SETT | 1 |
| 23. | Siemens elektronisk håndhjul | PC | 1 |
| 24. | Utløserbryter for fotbetjent spindelkniv | PC | 1 |
| 25. | Maskin trefarget lys | SETT | 1 |
| 26. | 40PCS HSK-A100 Tool Magazine og Servo Automatic Tool Change System | SETT | 1 |
| 27. | X/Y/Z treakset absolutt verdi gitterskala | SETT | 3 |
| 28. | Spiral chip rullende enhet og bakovertransport av brikken+chip -bil | SETT | 1 |
| 29. | Renishaw OMP60 Infrarød sondeenhet | SETT | 1 |
| 30. | Renishaw NC4F230 Laser Tool Setting Device | SETT | 1 |
| 31. | Fundamentnivåputer og fundamentbolter | SETT | 1 |
| 32. | Teknisk manual | SETT | 1 |
Parameter
| Modell | Enhet | FH100P |
| Reise | ||
| X-aksevandring | mm | 1000 |
| Y-aksevandring | mm | 1150 |
| Z-aksevandring | mm | 1000 |
| Avstand fra spindelnese til arbeidsbordets overflate | mm | 160-1160 |
| Horisontalt fresehode | mm | 30-1030 |
| Mate/hurtig bevegelse | m/min | 40 |
| Matekraft | KN | 10 |
| Roterende bord (C-akse) | ||
| Arbeidsbordstørrelse | mm | Ø1100 |
| Maks.bordlast (mill) | kg | 4000 |
| Fresing av arbeidsbasert maks hastighet | rpm | 100 |
| Minimum delt vinkel | ° | 0,001 |
| Nominelt dreiemoment | Nm | 1630 |
| Maksimalt dreiemoment | Nm | 2630 |
| CNC svingende fresehode (B-akse) | ||
| Svingområde (0=Vertikal/180=Nivå) | ° | -15–180 |
| Rask bevegelse og matehastighet | rpm | 50 |
| Minimum delt vinkel | ° | 0,001 |
| Nominelt dreiemoment | Nm | 1050 |
| Maksimalt dreiemoment | Nm | 2130 |
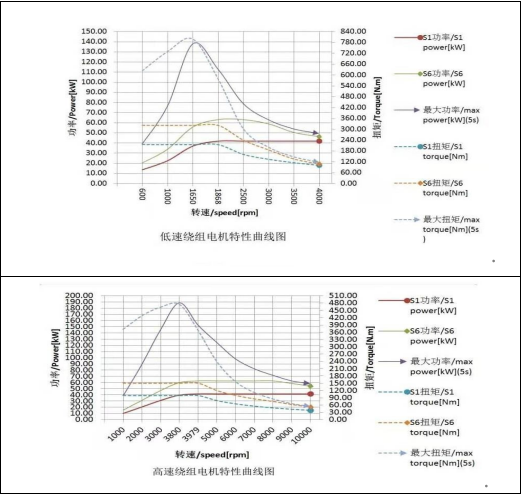
| Spindel (fresing og dreiing) | ||
| Spindelhastighet | rpm | 10 000 |
| Spindelkraft | Kw | 42/58 |
| Spindelmoment | Nm | 215/350 |
| Spindel avsmalnende |
| HSKA100 |
| Verktøymagasin | ||
| Verktøygrensesnitt |
| HSKA100 |
| Verktøymagasinkapasitet | PCS | 40 |
| Maks.verktøydiameter/lengde/vekt |
| Ø135/300/12 |
| Verktøybryter (verktøy til verktøy) | S | 4 |
| Måleapparat | ||
| Infrarød sonde | Rensishaw OMP60 | |
| Verktøydeteksjonsinstrument i arbeidsområdet |
| Rensishaw NC4F230 |
| Posisjonsnøyaktighet (ISO230-2 og VDI3441) | ||
| X/Y/Z posisjoneringsnøyaktighet | mm | 0,006 |
| X/Y/Z Gjenta posisjoneringsnøyaktighet | mm | 0,004 |
| B/C posisjoneringsnøyaktighet |
| 8" |
| B/C Gjenta posisjoneringsnøyaktighet |
| 4" |
Hovedmaskinspesifikasjoner | Optimal stiv strukturell konfigurasjon
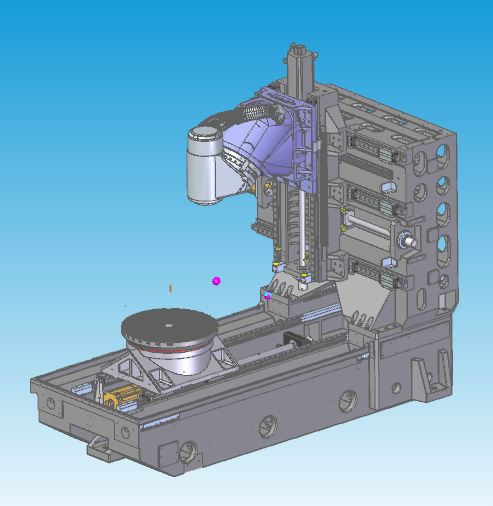
Designfunksjoner | Beste mekaniske trådstøpingsanalysedesign
◆ Sengen tar i bruk en ny mineralstøpestruktur, og de bevegelige delene bruker Meehanite-kvalitet av høyverdig støpejern
◆ Tempererende og naturlig aldringsbehandling for å eliminere indre stress
◆ Strukturell naturlig frekvensvibrasjon eliminerer materialbehandlingsbelastning
◆ Utformingen av søyle med stort område og høy stivhet på hele veggen kan effektivt forbedre stivheten og statisk og dynamisk presisjon
◆Treakset hul kjøleskruedrift
Elektrisk spindel

Designfunksjoner
◆ Uavhengig forskning og utvikling og produksjon i henhold til egenskapene til våre egne maskiner.
◆ Taperhullet til HSK-A100 blir adoptert i FH100P-modellen.
◆ Det eksterne kjølesystemet brukes til sirkulerende kjøling, noe som effektivt garanterer påføringen av den elektriske spindelen.
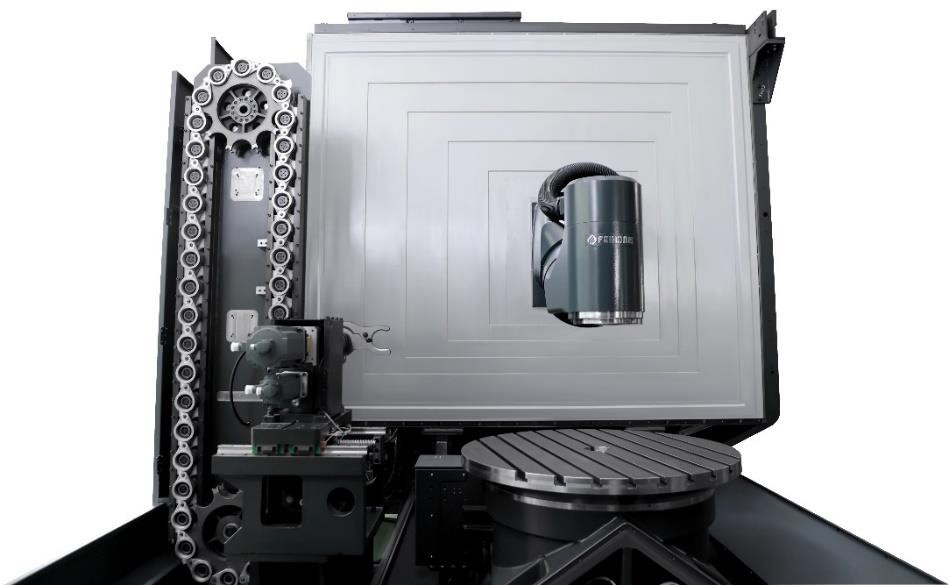
CNC svingende fresehode (B-akse)
Designfunksjoner
◆ Innebygd DD-motor null transmisjonskjede uten tilbakeslag
◆ Høye akselerasjonsegenskaper
◆ Det korteste spennet mellom verktøyets nesepunkt på spindelen og det strukturelle støttepunktet oppnår maksimal stivhet ved kutting
◆ Større YRT-lagre øker stivheten
◆ Utstyrt med HEIDENHAIN RCN8380 serie absolutt roterende encoder målesystem, fullstendig lukket sløyfe kontroll for å sikre best mulig nøyaktighet
◆ B-akse kjølesystemdesign for å redusere varmeoverføring
Roterende bord (C-akse)



Designfunksjoner
◆ Innebygd DD-motor null transmisjonskjede uten tilbakeslag
◆ Høy akselerasjon og retardasjonsresponsegenskaper
◆ Større YRT-lagre øker stivheten
◆ Stort rangert kjøremoment, plassering og prosessering med bordposisjonering og klemmeenhet
◆ Oppfyller de to behandlingsbehovene for fresing, reduser håndteringen av arbeidsstykket og forbedrer produktnøyaktigheten
◆ Utstyrt med Heidenhain High-Precision roterende kodermålesystem, fullt lukket sløyfekontroll for å sikre den beste nøyaktigheten
◆ Kjølesystemdesign for å redusere varmeoverføringen
Kontroller

Utvalgsfunksjoner
◆ Velg kontrollverten NCU730.3B for kobling på fem akser (se funksjonstabellen for detaljert funksjonskonfigurasjon av systemet)
◆ Med RTCP -funksjon
◆ Velg Siemens S120 -driver med 3 ganger overbelastningskapasitet og 1 ft -serie motor med høye bevegelsesegenskaper
ATC-system
Designfunksjoner
◆ Uavhengig design og produksjon.
◆ Verktøyvalg og verktøybytte bruker servomotor for å kontrollere terminalhandlingen, som er mer stabil og nøyaktig.
◆ Kombinert med verktøystyringsfunksjonen til Siemens ONE, mer effektiv verktøystyring.
Løftbar verktøysett

Designfunksjoner
◆ Utstyrt med Ransishaw NC4F230 Ikke-kontakt laserverktøysetter for høyere presisjon
◆ Automatisk verktøyinnstilling på maskin, automatisk oppdatering av verktøykompensasjon
◆ Verktøyinnstillingsenheten kan heves og senkes for å spare plassen på prosessoverflaten
◆ Fullt forseglet metalldesign beskytter verktøysetteren mot vann- og jernleveringer under behandlingen
Infrarød sonde
Designfunksjoner
◆ Utstyrt med Ransishaw OMP60 optisk berøringssonde
◆ Arbeidsstykkesjustering og størrelsesinspeksjon på maskinen, reduser manuelle inspeksjonsfeil, forbedrer produktnøyaktigheten og prosesseringseffektiviteten
◆ 90% besparelser i hjelp av maskinen
Ytre
Forslaget til FH-serien Fem-Axis fresing-vendende sammensatt maskineringssenter er i samsvar med de strenge CE-sikkerhetsstandardene. Det fullt tette platen forhindrer at operatøren går inn i arbeidsområdet ved en feiltakelse under prosessering, og forhindrer samtidig bruk av høytrykksskjærevæske eller chip-utkast fra maskinen. Bortsett fra i tillegg til advarselens navneskilt, er driftsdøren også utstyrt med en sikkerhetsbryter for å forhindre ulykker under drift eller vedlikehold. Og har et stort peep-vindu, som er praktisk for operatøren å forstå driften og behandlingen av maskinen.
Rengjøre
Bruk teleskopdekselet og beskyttende metallplater for å beskytte sponene som genereres under drift, unngå kuttesprut og forårsake skade på andre mekanismer
Belysning
Arbeidsområdet er utstyrt med to LED -lys, og belysningen av belysningen opprettholdes over 800lux, noe som gir et passende lyst arbeidsmiljø for operatøren.
Operabilitet
Operasjonssiden er utstyrt med en glidedør av delt type, som gir et stort åpningsrom, som er praktisk for arbeidsstykket å lastes fritt og losses fra tre retninger ved hjelp av kranen.





