






Femakset maskineringssenter FH135P
Fem-aksesamtidigmaskineringssenter
XYZ lineær akse hul kjøleskruedrift
B\C roterende aksel DD direkte drevet transmisjon
Full lukket sløyfe absolutt verdi målesystem
Hovedkonfigurasjon
Funksjonstabell for standard tilbehør (se kontrollerfunksjonen for den elektriske kontrolldelen)
| No | Punkt | Enhet | Antall |
| 1. | FH hovedramme mineralstøping | Sett | 1 |
| 2. | Siemens ONE kontrollsystem | Sett | 1 |
| 3. | Display: 21,5 tommers berøringsskjermpanel | Sett | 1 |
| 4. | FH femakset multifunksjonssvinghode (B-akse) | Sett | 1 |
| 5. | FH-DGZX-28010/42B2 Milling Electric Spindel (Shielded Turning Function) | PC | 1 |
| 6. | X/Å/Z Axis hul avkjølt kuleskrue | PCS | 3 |
| 7. | Moring Direct Drive Rotary Table (C-Axis) | Sett | 1 |
| 8. | B-akse RCN8380 29 bits absolutt koder | PC | 1 |
| 9. | C-akse RCN2580 28 bits absolutt koder | PC | 1 |
| 10. | INA rullelineære lysbilder | Sett | 7 |
| 11. | Spindel vannkjølesystem | Sett | 1 |
| 12. | Machine Ring Water Spray | Sett | 1 |
| 13. | Fem-akset hode halvmåne vannspray, halvmåne blåser | Sett | 1 |
| 14. | Sikkerhetssperresystem foran og på siden | Sett | 1 |
| 15. | Vanntett arbeidskassebelysning | PCS | 2 |
| 16. | Hydraulisk stasjon | Sett | 1 |
| 17. | Sentral sentralisert fôrsmøring | Sett | 1 |
| 18. | Driftsside rengjøringsvannpistol og luftpistol | Sett | 1 |
| 19. | Kuttingsvæskesystem (CTS 25BAR) | Sett | 1 |
| 20. | Helt lukket beskyttende metallplate | Sett | 1 |
| 21. | Driftsboks | Sett | 1 |
| 22. | Elektrisk boks klimaanlegg | Sett | 1 |
| 23. | Siemens elektronisk håndhjul | PC | 1 |
| 24. | Fotbetjent utløserbryter for spindelverktøy | PC | 1 |
| 25. | Maskin trefarget lys | Sett | 1 |
| 26. | 40PCS HSK-A63 Verktøymagasiner og Servo ATC-system | Sett | 1 |
| 27. | X/Y/Z treakset absolutt verdi gitterskala | Sett | 3 |
| 28. | Spiral sponrulle og bakre spontransportør sponvogn | Sett | 1 |
| 29. | Renishaw OMP60 Infrarød sondeenhet | Sett | 1 |
| 30. | Renishaw NC4F230 Tool Setter Unit | Sett | 1 |
| 31. | Fundamentnivåputer og fundamentbolter | Sett | 1 |
| 32. | Teknisk manual | Sett | 1 |
Parameter
| Modell | Enhet | FH135P |
| Reise | ||
| X-aksevandring | mm | 1450 |
| Y-aksevandring | mm | 1450 |
| Z-aksevandring | mm | 1000 |
| Avstand fra spindel nese til arbeidsbiloverflate | mm | 160-1160 |
| Horisontalt fresehode | mm | 30-1030 |
| Mate/hurtig bevegelse | m/min | 40 |
| Matekraft | KN | 10 |
| Roterende bord (C-akse) | ||
| Arbeidsbordstørrelse | mm | Ø1400x1300 |
| Maks. Tabellbelastning (fresing) | kg | 4000 |
| Fresebord maks. fart | rpm | 50 |
| Minimum delt vinkel | ° | 0,001 |
| Nominelt dreiemoment | Nm | 1330 |
| Maksimalt dreiemoment | Nm | 2630 |
| CNC svingende fresehode (B-akse) | ||
| Svingområde (0=vertikalt/180=horisontalt) | ° | -15–180 |
| Hurtiggang og matehastighet | rpm | 50 |
| Minimum delt vinkel | ° | 0,001 |
| Nominelt dreiemoment | Nm | 1050 |
| Maksimalt dreiemoment | Nm | 2130 |
| Spindel | ||
| Spindelhastighet | rpm | 10 000 |
| Spindelkraft (S1) | Kw | 42/58 |
| Spindelmoment (S1/S6) | Nm | 215/350 |
| Spindel avsmalnende |
| HSKA100 |
| Verktøymagasin | ||
| Verktøygrensesnitt |
| HSKA100 |
| Verktøymagasinkapasitet | PCS | 40 |
| Maksimal verktøydiameter/lengde/vekt |
| Ø135/300/12 |
| Verktøyskiftetid (verktøy til verktøy) | S | 4 |
| Måleapparat | ||
| Infrarød sonde | Renishaw OMP60 | |
| Verktøydeteksjonsinstrument i arbeidsområdet | Renishaw NC4F230 | |
| Posisjonsnøyaktighet (ISO230-2 og VDI3441) | ||
| X/Y/Z posisjoneringsnøyaktighet | mm | 0,006 |
| X/Y/Z Gjenta posisjoneringsnøyaktighet | mm | 0,004 |
| B/C posisjoneringsnøyaktighet |
| 8" |
| B/C Gjenta posisjoneringsnøyaktighet |
| 4" |
| CNC-kontroller | ||
| CNC system |
| Siemens ONE |
Hovedmaskinspesifikasjoner | Optimal konfigurasjon av stiv struktur
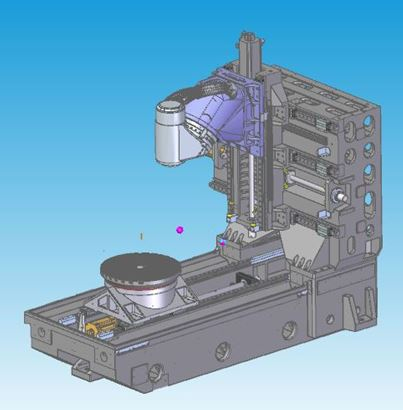
Designfunksjoner | Beste mekaniske trådstøpingsanalysedesign
◆ Termosymmetrisk støpestruktur av full boks, ved bruk av høykvalitets støpejern ved hjelp av høykvalitets støpejern
◆ Tempererende og naturlig aldringsbehandling for å eliminere indre stress
◆ Strukturell naturlig frekvensvibrasjon eliminerer materialbehandlingsbelastning
◆ Utformingen av søyle med stort område og høy stivhet på hele veggen kan effektivt forbedre stivheten og statisk og dynamisk presisjon
◆Treakset hul kjølelederskruedrift
Elektrisk spindel

Designfunksjoner
◆ I henhold til egenskapene til maskin, uavhengig forskning og utvikling og produksjon.
◆ Taperhullet til HSK-A100 blir adoptert i FH135P-modellen.
◆ Vedta eksternt kjølesystem for sirkulerende kjøling, som effektivt kan sikre påføring av elektrisk spindel.
CNC svingende fresehode (B-akse)

Designfunksjoner
◆ Uavhengig design og produksjon.
◆ Innebygd DD-motor null transmisjonskjede ingen tilbakeslagsdesign.
◆Høye akselerasjonsegenskaper.
◆Det korteste spennet mellom verktøyets nesepunkt på spindelen og det strukturelle støttepunktet oppnår maksimal stivhet ved kutting.
◆Større YRT-lager forbedrer stivheten.
◆ Utstyrt med HEIDENHAIN RCN8380 serie absolutt roterende encoder målesystem, fullstendig lukket sløyfekontroll, for å sikre best mulig nøyaktighet.
◆B-aksens kjølesystemdesign reduserer varmeoverføringen.
Rotasjonstabell (C-aksetabell)

Designfunksjoner
◆ Uavhengig design og produksjon.
◆ Innebygd DD-motor null transmisjonskjede ingen tilbakeslagsdesign.
◆Høy akselerasjons- og retardasjonsresponsegenskaper.
◆Større YRT-lager øker stivheten.
◆ Stort nominelt drivmoment, posisjonering og prosessering med bordplassering og klemmeanordning
◆ Møt behovene til fresing, reduser håndtering av arbeidsstykker og forbedre produktnøyaktigheten.
◆ Utstyrt med HEIDENHAIN høypresisjon roterende encoder målesystem, fullstendig lukket sløyfekontroll for å sikre best mulig nøyaktighet.
◆ Kjølesystemdesign for å redusere varmeoverføring.
Kontrollsystem

Utvalgsfunksjoner
◆ Velg kontrollverten NCU730.3B for kobling på fem akser (se funksjonstabellen for detaljer om systemkonfigurasjonen)
◆ Med RTCP -funksjon
◆ Velg Siemens S120 -stasjon med 3 ganger overbelastningskapasitet og 1 ft -serie motor med høye kinematiske egenskaper
◆ Velg TCU30.3+ICP427E som HMI interaktiv vert, IPC har høyere databehandlingshastighet og høyere lagringsplass
Automatisk verktøyendringssystem
Designfunksjoner
◆ Uavhengig design og produksjon.
◆ Verktøyvalg og verktøyskifte bruker servomotor for å kontrollere terminalhandlingen, som er mer stabil og nøyaktig.
◆ Kombinert med verktøystyringsfunksjonen til Siemens One, mer effektiv verktøystyring.
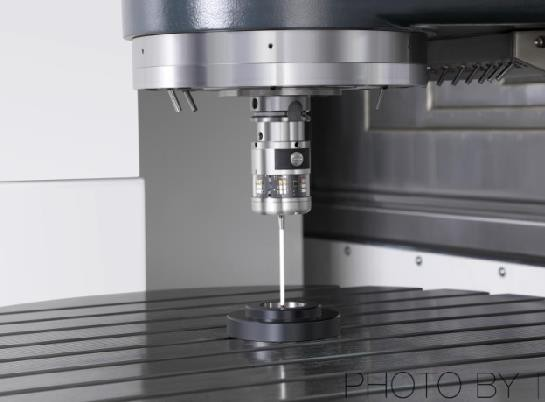
Løftbar verktøysett
Designfunksjoner
◆ Utstyrt med Ransishaw NC4F230R verktøysetter med høyere presisjon.
◆Automatisk verktøyinnstilling på maskinen, automatisk oppdatering av verktøykompensering.
◆ Verktøyinnstillingsenheten kan heves og senkes for å spare plass på bearbeidingsflaten.
◆ Fullt forseglet metallplatedesign for å beskytte verktøysettet mot skade fra vann og jernspon under bearbeiding.
Infrarød sonde
Designfunksjoner
◆ Utstyrt med Renishaw OMP60 Infrarød sondeenhet.
◆ Innretting av arbeidsstykket og størrelsesinspeksjon på maskinen kan redusere manuelle inspeksjonsfeil og forbedre produktnøyaktigheten og prosesseringseffektiviteten.
◆90 % besparelse i assistansetid om bord.
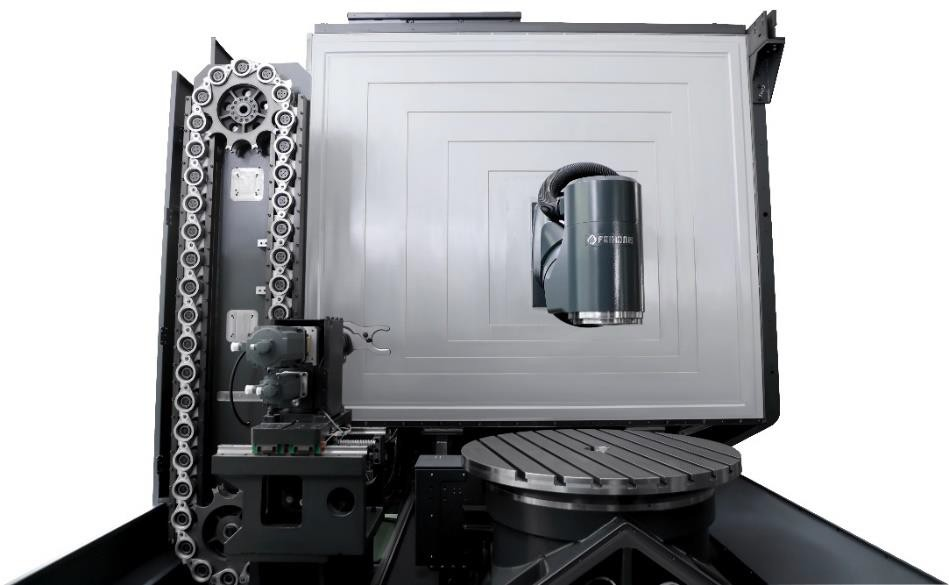
Utseende
Dekseldesignet til FH-seriens femaksede maskineringssenter samsvarer med de strenge CE-sikkerhetsstandardene. Den fullt tette metallplaten hindrer operatøren i å komme inn på arbeidsområdet ved en feiltakelse under bearbeiding, og forhindrer samtidig bruk av høytrykksskjærevæske eller spon fra maskinen, bortsett fra advarselsnavneskiltet. , Driftsdøren er også utstyrt med en sikkerhetsbryter for å forhindre ulykker under drift eller vedlikehold. Og har et stort peep-vindu, som er praktisk for operatøren å forstå driften og behandlingen av maskinen.
Rengjøring
Bruk teleskopdekselet og beskyttende metallplater for å beskytte sponene som genereres under drift, unngå kuttesprut og forårsake skade på andre mekanismer
Belysning
Arbeidsområdet er utstyrt med to LED -lys, og belysningen av belysningen opprettholdes over 800lux, noe som gir et passende lyst arbeidsmiljø for operatøren.
Operabilitet
Operasjonssiden er utstyrt med en glidedør av delt type, som gir et stort åpningsrom, som er praktisk for arbeidsstykket å lastes fritt og losses fra tre retninger ved hjelp av kranen.





