






Fire stasjonsakselflensboremaskin

Maskinfunksjoner
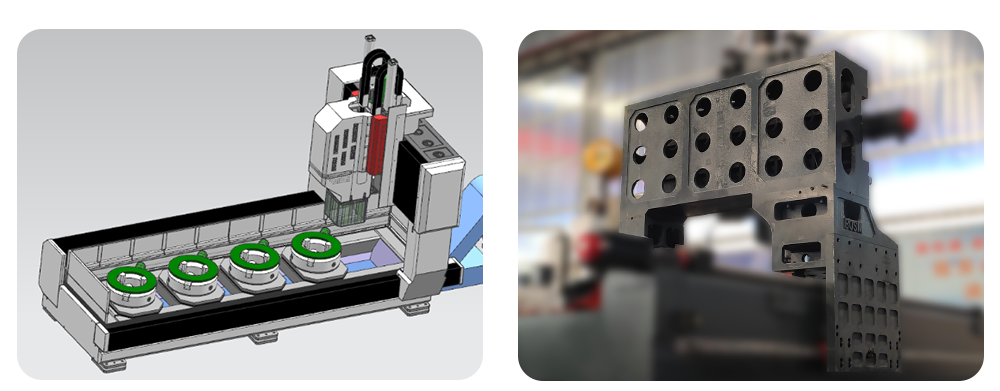
Fire-stasjons flens CNC bore- og fresemaskinserien brukes hovedsakelig til sirkulær flensbehandling, og kan også brukes til effektiv boring / fresing av arbeidsstykker med tykkelser innenfor det effektive området som halvaksler, flate plater, flenser, skiver og ringer / Tapping / rømme / gravering og andre prosesser. Gjennomgående hull og blindhull kan bores på enkle materialdeler og komposittmaterialer. Maskinverktøyet er digitalt styrt for enkel betjening. Kan oppnå automatisering, høy presisjon, flere varianter, masseproduksjon.
Maskinstruktur
Denne maskinen har hovedsakelig arbeidsbord, fire sett med hydrauliske selvsentrerende chucker med fire kjever, en mobil portal, en mobil glidesal, et bore- og fresehode, en automatisk smøreanordning og en beskyttelsesanordning, en sirkulerende kjøleanordning, en digitalt kontrollsystem, og et elektrisk system. osv sammensetning. Støtten og føringen av rullelinjeføringen og presisjonsblyskruedriften, har maskinverktøyet høy posisjoneringsnøyaktighet og gjentatt posisjoneringsnøyaktighet.
1. Sengebord:
Sengen er laget av stålkonstruksjonsdeler. Den avsluttes med sekundær tempereringsbehandling. Den har god dynamisk og statisk stivhet og deformeres ikke. Arbeidsbordet bruker fire sett med 500 mm fire-kjeft selvsentrerende hydrauliske chucker for rask fastspenning av arbeidsstykker. To lineære rulleføringspar med ultrahøy kapasitet er installert på begge sider av sengen. Etter posisjonering er de to settene med importert høyintensiv låsing Den kraftige skinneklemmen er godt plassert og låst på skinnen. Klemmen passer perfekt uten å skade skinneglideren. Klemmens åpnings- og lukketid er kun 0,06 sekunder, noe som forkorter behandlingstiden betraktelig. Drivsystemet bruker en buss absolutt servomotor og presisjon Kuleskruen driver portalen til å bevege seg i Y-aksens retning. Justerbare bolter er fordelt på bunnen av sengen, som enkelt kan justere nivået på sengebordet.
2.Mobilport:
Den mobile portalen er støpt med gråjern 250. Høyden på den tunge bjelken er 800 mm for å øke styrken. To rullende lineære styrepar med superhøy kapasitet er installert på forsiden av portalen. Den blå glideren bruker et presisjonskuleskruepar og en servomotor for å flytte strømhodesliden i Y-aksens retning. Et borekrafthode er installert på strømhodesliden. Bevegelsen til portalen realiseres ved at servomotoren driver kuleskruemoren til å rotere på kuleskruen gjennom en presisjonskobling.
3.Mobil glidesadel:
Den mobile glidesalen er en presisjons støpejernskonstruksjonskomponent. Skyvesadlen utvides og økes for å øke senteravstanden til styreskinnen. To sett med rullende lineære styreskinnepar med ultrahøy kapasitet og presisjonskuleskruepar er koblet til høypresisjonsarmen. Bremseservomotoren driver borekrafthodet til å bevege seg i Z-aksens retning, som kan realisere hurtig fremover, industriell fremføring, rask tilbakespoling og stopp av krafthodet. Med automatisk brikkebryting, sponfjerning, pausefunksjoner.

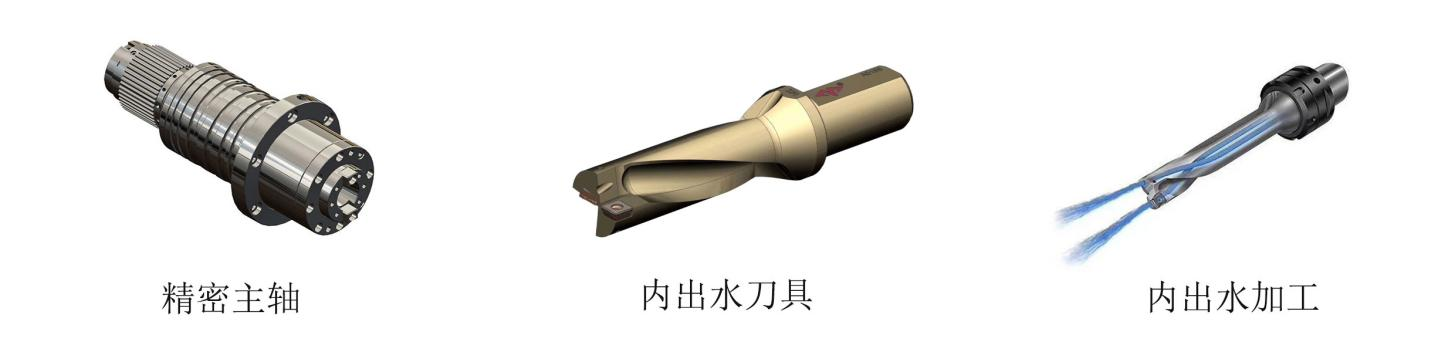
4.Borekrafthode:
Borekrafthodet bruker en dedikert servospindelmotor. Den presisjonsmekaniske spindelen drives av retardasjonen av det tannede synkronbeltet for å øke dreiemomentet. Spindelen bruker tre-, to- og femrads japanske vinkelkontaktlager foran for å oppnå trinnløs hastighetsendring. Rask og enkel utskifting, fôret drives av servomotor og kuleskrue. X- og Y-aksene kan kobles sammen, og semi-lukket sløyfekontroll kan brukes for å oppnå lineære og sirkulære interpolasjonsfunksjoner.
5. Flatkjede automatisk spontransportør og sirkulerende kjøleanordning
Denne maskinen er utstyrt med en flatkjede automatisk spontransportør og en sponoppsamler. Den sirkulerende kjøleanordningen er utstyrt med et papirfilter, som har en høytrykks intern kjølepumpe og en lavtrykks ekstern kjølepumpe for intern og ekstern kjøling av verktøyet.
5.1 Automatisk smøreanordning og beskyttelsesanordning:
Denne maskinen er utstyrt med Taiwans originale volumetriske deltrykk automatiske smøreanordning, som automatisk kan smøre styreskinnene, blyskruene og andre bevegelige par, og det er ingen dødvinkel for å sikre maskinens levetid. X-aksen og Y-aksen til maskinverktøyet er utstyrt med støvtette beskyttelsesdeksler, og vanntette sprutbeskyttere er installert rundt arbeidsbenken.
6. CNCkontrollsystem:
6.1. Med brikkebrytingsfunksjon kan brikkebrytetid og brikkebrytingssyklus stilles inn på menneske-maskin-grensesnittet.
6.2. Med verktøyløftefunksjonen kan verktøyløftehøyden stilles inn på menneske-maskin-grensesnittet. Når du borer til denne høyden, heves borkronen raskt over arbeidsstykket, og deretter knuses sponen, og deretter hurtigfremover til boreoverflaten og automatisk konverteres til arbeidet.
6.3. Den sentraliserte driftskontrollboksen og håndholdte enheten bruker et numerisk kontrollsystem, og er utstyrt med et USB-grensesnitt og en LCD-skjerm. For å lette programmering, lagring, visning og kommunikasjon har operasjonsgrensesnittet funksjoner som menneske-maskin-dialog, feilkompensering og automatisk alarm.
6.4. Utstyret har funksjonen til å forhåndsvise og kontrollere hullposisjonen på nytt før behandling, og operasjonen er veldig praktisk.

7. Skinneklemme:
Klemmen er sammensatt av hoveddelen av klemmen, aktuatorer osv. Det er en funksjonell komponent med høy ytelse som brukes sammen med det rullende lineære styreparet. Gjennom prinsippet om kileblokkkraftutvidelse genererer den en sterk klemkraft; den har en fast portal, presis posisjonering, antivibrasjon og funksjon for å forbedre stivheten.
Har følgende egenskaper:
Ø 1)Sikker og pålitelig, sterk klemkraft, klemmer den ikke-bevegelige XY-aksen under boring og tappebehandling.
Ø 2)Den ekstremt høye klemkraften øker stivheten til aksialmatingen og forhindrer slitasje forårsaket av vibrasjoner.
Ø 3) Rask respons, responstiden for åpning og lukking er bare 0,06 sekunder, noe som kan beskytte maskinverktøyet og øke levetiden til blyskruen.
Ø 4) Slitesterk, forniklet overflate, god anti-rust ytelse.
Ø 5) Ny design for å unngå stiv støt ved stramming.

Speification
| Modell | BOSM-DS500 | Enhet | |
| Maksimal arbeidsstykkestørrelse | Ytre diameter | 50-500 | mm |
| Maksimal arbeidsstykkehøyde | 300 | Kg | |
| Diameter på halvakselen | ≤200 | mm | |
| Skaftlengde | 700mm kan økes i henhold til fundamentet | mm | |
| Arbeidsstykkets tykkelse | ≤5 ganger bordiameter | mm | |
| Vertikalt borekrafthode av ramtype | ANTALL | 1 | Stk |
| Spindel avsmalnende | BT40 | ||
| Bordiameter | Φ2-Φ36 | mm | |
| Tappeområde | M6-M24 | ||
| Spindelhastighet | 30~3000 | r/mm | |
| Servospindel motorkraft | 15 | Kw | |
| Avstand fra spindelbunn til arbeidsbord | 150-550 mm±20 | mm | |
| Sidebevegelse av krafthodet (X-aksen) | MAKS. reise | 2600 | mm |
| X-aksehastighet | 0~8 | m/min | |
| X-akse servomotorkraft | 2.4 | Kw | |
| Langsgående bevegelse av bevegelig stråle (Y-akse) | MAKS. reise | 500 | mm |
| Y-aksehastighet | 0~8 | m/min | |
| Y-akse servomotoreffekt | 2.4 | Kw | |
| Vertikal svillematingsbevegelse (Z-akse) | MAKS. reise | 400 | mm |
| Z-aksens hastighet | 0~4 | m/min | |
| Z-akse servomotorkraft | 1×2,4 brems | Kw | |
| Posisjoneringsnøyaktighet | 500 x 500 | ±0,03 | mm |
| Indekseringsnøyaktighet | 360° | ±0,001° | |
| Maskinstørrelse | Lengde x bredde x høyde | 3600×1650×2300 | mm |
| Maskinvekt | 8.5 | T | |
Kvalitetsinspeksjon
Hver maskin er kalibrert med et laserinterferometer fra det britiske RENISHAW-selskapet, som nøyaktig inspiserer og kompenserer for tonehøydefeil, tilbakeslag, posisjoneringsnøyaktighet og gjentatt posisjoneringsnøyaktighet for å sikre maskinens dynamiske, statiske stabilitet og prosesseringsnøyaktighet. . Ball bar test Hver maskin bruker en ball bar tester fra det britiske RENISHAW selskapet for å korrigere den sanne sirkelnøyaktigheten og ma
chine geometrisk nøyaktighet, og utfør sirkulære kutteeksperimenter samtidig for å sikre maskinens 3D maskineringsnøyaktighet og sirkelnøyaktighet.

Bruksmiljø for maskinverktøy
1.1 Miljøkrav til utstyr
Å opprettholde et konstant nivå av omgivelsestemperatur er en viktig faktor for presisjonsbearbeiding.
(1) Tilgjengelig omgivelsestemperatur er -10 ℃ ~ 35 ℃. Når omgivelsestemperaturen er 20 ℃, bør luftfuktigheten være 40 ~ 75 %.
(2) For å holde den statiske nøyaktigheten til verktøymaskinen innenfor det spesifiserte området, kreves det at den optimale omgivelsestemperaturen er 15 ° C til 25 ° C med en temperaturforskjell
Den bør ikke overstige ± 2 ℃ / 24 timer.
1.2 Strømforsyningsspenning: 3-fase, 380V, spenningsfluktuasjon innenfor ± 10 %, strømforsyningsfrekvens: 50HZ.
1.3 Hvis spenningen i bruksområdet er ustabil, bør verktøymaskinen utstyres med regulert strømforsyning for å sikre normal drift av verktøymaskinen.
1.4. Maskinverktøyet skal ha pålitelig jording: jordingsledningen er kobbertråd, ledningsdiameteren skal ikke være mindre enn 10 mm², og jordingsmotstanden er mindre enn 4 ohm.
1.5 For å sikre normal arbeidsytelse til utstyret, hvis den komprimerte luften til luftkilden ikke oppfyller kravene til luftkilden, bør et sett med luftkilderenseenheter (avfukting, avfetting, filtrering) legges til før maskinens luftinntak.
1.6. Utstyret bør holdes unna direkte sollys, vibrasjoner og varmekilder, og unna høyfrekvente generatorer, elektriske sveisemaskiner osv., for å unngå maskinproduksjonssvikt eller tap av maskinnøyaktighet.
Før og etter service
1) Før service
Gjennom å studere forespørselen og nødvendig informasjon fra kunder og deretter tilbakemelding til våre ingeniører, er Bossmans tekniske team ansvarlig for den tekniske kommunikasjonen med kundene og utformingen av løsninger, og hjelper kunden med å velge riktig maskineringsløsning og passende maskiner.
2) Etter service
A. Maskinen med ett års garanti og betalt for livslangt vedlikehold.
B. I løpet av den ettårige garantiperioden etter at maskinen ankom destinasjonshavnen, vil BOSSMAN tilby gratis og rettidig vedlikeholdstjenester for ulike ikke-menneskeskapte feil på maskinen, og i tide erstatte alle typer ikke-menneskeskapte skadedeler. gratis. Feil som oppstår i løpet av garantiperioden skal repareres til passende kostnader.
C.Teknisk støtte i 24 timer online, TM, Skype, E-post, løse de relative spørsmålene i tide. hvis det ikke kan løses, vil BOSSMAN umiddelbart sørge for at ettersalgsingeniør kommer på stedet for reparasjon, kjøperen må betale for VISA, flybilletter og overnatting.
Kundens nettsted






