






Kraftig CNC-borefresemaskin

CNC bore- og fresemaskin
Høyhastighets CNC bore- og fresemaskin
Maskinapplikasjon
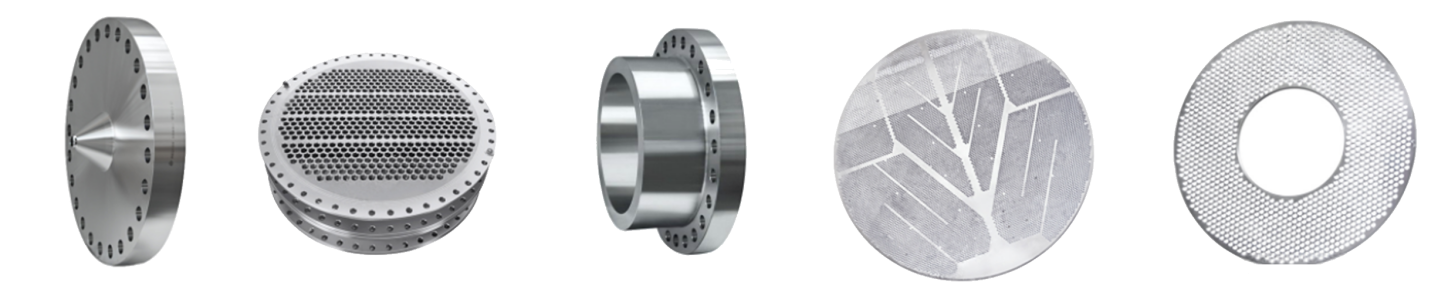
CNC-bore- og fresemaskiner brukes hovedsakelig til effektiv boring av arbeidsstykker med tykkelser innenfor det effektive området som plater, flenser, skiver og ringer. Gjennomgående hull og blinde hull kan bores på forskjellige typer materialer. Maskinen er digitalt styrt med enkel betjening. Det kan oppnå automatisering, høy presisjon, flere varianter, masseproduksjon.
For å møte behandlingsbehovene til forskjellige brukere har selskapet vårt utviklet en rekke maskiner. I tillegg til konvensjonelle modeller, kan den også tilpasses etter kundenes faktiske behov.
Maskinstruktur
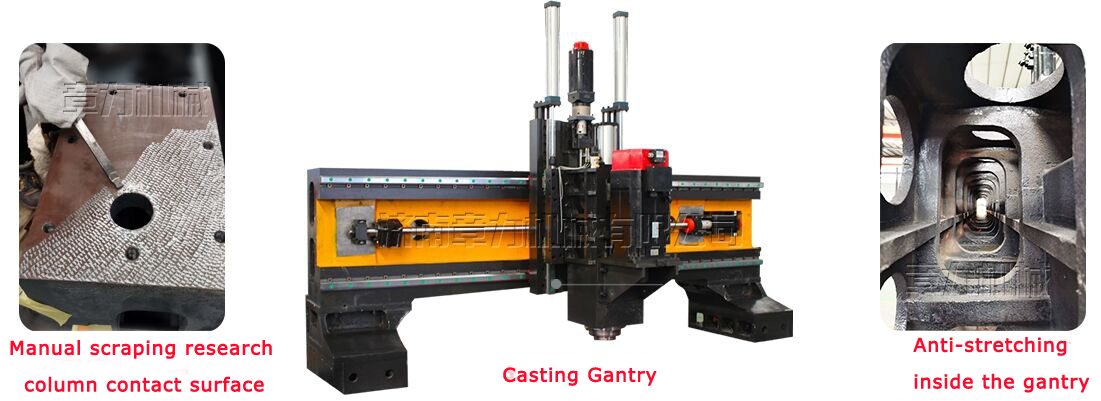
Dette utstyret er hovedsakelig sammensatt av sengebord, bevegelig portal, bevegelig glidende sal, bore- og fresespindel, automatisk smøreanordning og beskyttelsesanordning, sirkulerende kjøleanordning, CNC-kontrollsystem, elektrisk system og så videre. Støtten og styringen av rullelinjeføringen og presisjonsblyskruedriften, har maskinen høy posisjoneringsnøyaktighet og gjentatt posisjoneringsnøyaktighet.
1)Arbeidsbord:
Arbeidsbordet vedtar en støpestruktur, og planet har en T-spalte med en rimelig finish for oppspenning av arbeidsstykker. Over sengen er det arrangert T-spor. Drivsystemet bruker AC-servomotor og presisjonskuleskrue for å drive på begge sider for å få portalen til å bevege seg i Y-aksens retning. Justerbare bolter er fordelt på bunnen av sengen, som enkelt kan justere nivået på sengebordet.
2)Movingportal:
Den mobile portalen er støpt med gråjern 250, og to rullende lineære styrepar med superhøy kapasitet er installert på forsiden av portalen. Et sett med presisjonskuleskruepar og en servomotor får strømhodet til å bevege seg i X-aksens retning. Et borekrafthode er installert på strømhodesliden. Bevegelsen til portalen realiseres ved at servomotoren driver kuletråden på kuleskruen gjennom presisjonskoblingen.

3)Movingglidende sal:
Den mobile glidesalen er en presisjons støpejernskonstruksjonskomponent. To NC-skinneglider med ultrahøy kapasitet og et sett med presisjonskuleskruepar og en planetarisk reduksjon med høy presisjon er koblet til servomotoren for å drive borekrafthodet. Bevegelse i Z-aksens retning kan realisere spoling fremover, arbeid fremover, rask tilbakespoling og stopp av krafthodet. Med automatisk brikkebryting, sponfjerning, pausefunksjoner.
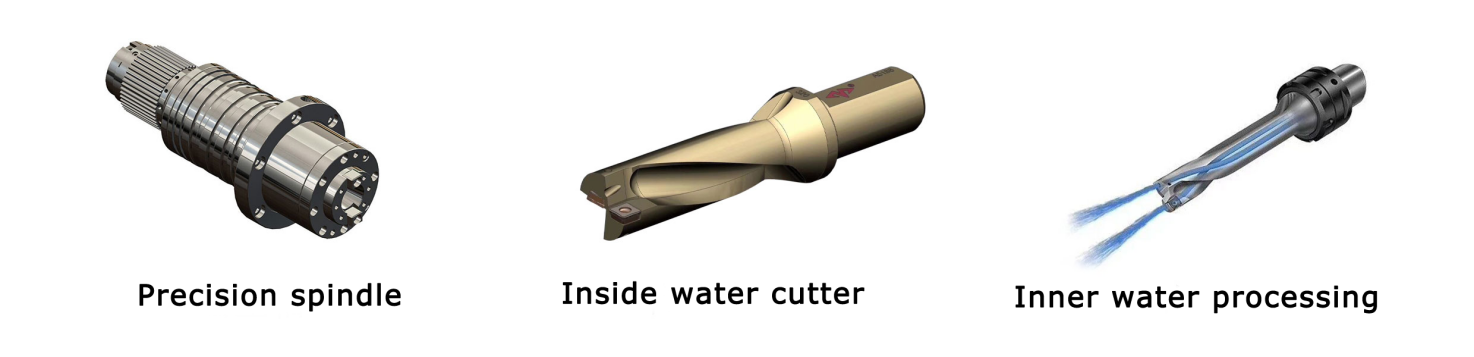
4)Borekrafthode(spindel):
Borekrafthodet bruker en dedikert servospindelmotor, som driver en dedikert presisjonsspindel ved å bremse det tannede synkronbeltet for å øke dreiemomentet. Spindelen bruker tre-, to- og femrads japanske vinkelkontaktlager foran for å oppnå trinnløs hastighetsendring. Rask og enkel utskifting, fôret drives av servomotor og kuleskrue. X- og Y-aksene kan kobles sammen, og semi-lukket sløyfekontroll brukes for å oppnå lineære og sirkulære interpolasjonsfunksjoner.
Spindelenden er BT40 konisk hull, utstyrt med Rotorfoss høyhastighets roterende ledd fra Italia, som kan bruke høyhastighets U-bor (voldsbor) og kjernebor for å slippe ut vann. Spindelsenterets vannutløpsfunksjon kan forbedre kutteeffektiviteten, realisere dyphullsbehandling og beskytte verktøyet for å redusere brukskostnadene.
5)Automatisk smøreanordning og beskyttelsesanordning:
som styreskinner, blyskruer, stativer osv., uten døde hjørner for å sikre maskinens levetid. X-aksen og Y-aksen til maskinverktøyet er utstyrt med støvtette beskyttelsesdeksler, og vanntette sprutbeskyttere er installert rundt arbeidsbenken.

6)CNC kontrollsystem:
6.1 Med brikkebrytingsfunksjon kan brikkebrytetid og brikkebrytingssyklus stilles inn på menneske-maskin-grensesnittet.
6.2Med verktøyløftefunksjonen kan verktøyløftehøyden stilles inn på menneske-maskin-grensesnittet. Når du borer til denne høyden, løftes borkronen raskt til toppen av arbeidsstykket, og deretter kastes sponen, og deretter hurtig fremover til boreoverflaten og automatisk konvertert til arbeidet.
6.3 Den sentraliserte kontrollboksen og den håndholdte enheten tar i bruk numerisk kontrollsystem, og er utstyrt med USB-grensesnitt og LCD flytende krystallskjerm. For å lette programmering, lagring, visning og kommunikasjon har operasjonsgrensesnittet funksjoner som menneske-maskin-dialog, feilkompensering og automatisk alarm.
6.4 Maskinen har funksjonen til å forhåndsvise og kontrollere hullposisjonen på nytt før behandling, og operasjonen er veldig praktisk.

7)Skinneklemme
Klemmen er sammensatt av et klemlegeme og en aktuator. Det er en funksjonell komponent med høy ytelse som brukes med det rullende lineære styreparet. Den genererer en sterk klemkraft gjennom det kileformede blokkutvidelsesprinsippet. Egenskaper som øker stivheten.
Funksjoner:
- Sikker og pålitelig, sterk klemkraft, klemmer ikke-bevegelig XY-akse under boring og tappebehandling.
- Ekstremt høy klemkraft, øker stivheten til aksialmatingen og forhindrer mikrobevegelsen forårsaket av vibrasjoner.
- Rask respons, åpning og lukking responstid er kun 0,06 sekunder, noe som beskytter maskinverktøyet og forbedrer levetiden til skruen.
- Slitesterk, forniklet overflate, god anti-rust ytelse.
Ny design for å unngå stiv støt når du klemmer.
8)Automatisk sponfjerner og sirkulerende kjøleanordning:
En automatisk sponfjerner er anordnet på baksiden av arbeidsbenken og et filter er anordnet i enden. Den automatiske sponfjerneren er en flat kjedetype, og en kjølepumpe er installert på den ene siden. Utløpet til brikken er koblet til det sentrale vannfiltreringssystemet. Kjølevæsken renner inn i sponejektoren. Flisejektorløftepumpen driver kjølevæsken inn i det sentrale vannfiltreringssystemet. Høytrykkskjølepumpen sirkulerer den filtrerte kjølevæsken for kutting og kjøling. Og den er utstyrt med en spontransportvogn, som er veldig praktisk å transportere jernspon. Dette utstyret er utstyrt med internt og eksternt kjølesystem for kuttere. Ved boring med høy hastighet kjøles kutterne av innvendig vann og utvendig ved lett fresing.
Lavvannsalarm
1) Når kjølevæsken i filteret er på middels væskenivå, kobler systemet automatisk motoren til start, og kjølevæsken i sponfjerneren renner automatisk inn i filteret. Når det høye væskenivået er nådd, slutter motoren automatisk å fungere.
2) Når kjølevæsken i filteret er på et lavt nivå, vil systemet automatisk be væskenivåmåleren alarm, spindelen vil automatisk trekke verktøyet tilbake, og maskinen vil avbryte arbeidet.
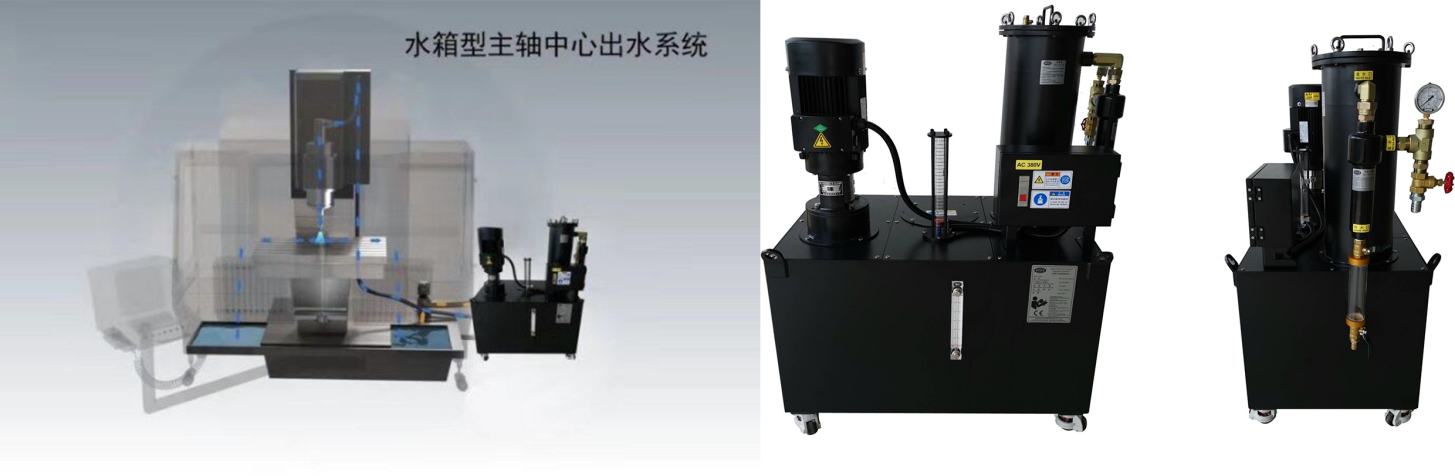
9)Sentralt utløpsfiltreringssystem:
Maskinen er utstyrt med et sentralt vannfiltreringssystem som standard, som effektivt kan filtrere urenhetene i kjølevæsken. Det interne sprayvannsystemet kan forhindre at jernstifter floker seg sammen på verktøyet under bearbeiding, reduserer verktøyslitasje, forlenger verktøyets levetid, forbedrer overflatefinishen på arbeidsstykket, høytrykksvannutløpspinnen på bladspissen kan godt beskytte overflaten på arbeidsstykket, beskytte høyhastighets rotasjonsleddet, hindre urenheter i å blokkere rotasjonsleddet, og forbedre den generelle kvaliteten på arbeidsstykket og arbeidseffektiviteten.
10)Kuleskrue og motorintegrert sete:
Motorbasen er et produkt med høy konsentrisitet som forbinder kuleskruen og motoren. Det vinkelkontaktparede lagret (nøyaktighetsgrad C5) er integrert for å forbedre nøyaktigheten og sikre null aksial klaring til kuleskruen når motoren er forover og bakover. Den er spesielt egnet for høyhastighetsutstyr.
Monteringsnøyaktighet: kuleskruen og motoren er installert i ett gjennom motorbasen. Reduser konsentrisitetsfeilen til motorakselen og kuleskrueakselen, kontroller den på pluss eller minus 0,01 mm, og vinkelrettheten til endeflaten er 0,01.
11)Selvsentrerende bord med fire klør(valgfri)
Arbeidsbordet til selvsentrerende utstyr er utstyrt med firekjeft hydraulisk selvsentrerende chuck. Arbeidsstykket kan sentraliseres automatisk i én klemme uten at hvert arbeidsstykke patruljerer for å finne senteret. Klemmen er rask og praktisk.
Løs problemet med at arbeidsstykket med indekseringssirkel mindre enn 1600 mm diameter klemmes ved å trykke på plate etter mating og deretter søke etter sentrum, noe som bruker mindre tid og tar lengre klemtid enn behandlingstid.
Selvsentrerende firekjeft chuck uavhengig utviklet med stort kjeveslag gjør det vanskelig for arbeidsstykket å berøre kjeven når den klemmes. Strimlestrukturen med pute brukes. Det løser situasjonen at hydrauliske eller pneumatiske kjever har liten vandring på markedet og store arbeidsstykker vil påvirke kjevene ved løfting og forårsake skade på chuckene.
De fire kjevene på arbeidsbenken er i en demonterbar stil, og fjerningen av den bakre arbeidsbenken er en normal plattform med sitt eget T-spor. Det forbedrer bruksområdet for andre arbeidsstykker i tillegg til ringen.
Spesifikasjonern
| Modell | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Arbeidsstørrelse | Lengde*Bredde (mm) | 1000x1000 | 2000x1000 | 2000 x 1600 | 2500 x 2500 |
| Vertikalt borehode | Spindel avsmalnende | BT40/BT50 | BT40/BT50 | BT40/BT50 | BT40/BT50 |
| Borediameter (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Tappediameter (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Spindelhastighet (r/min) | 30~3000 | 30~3000 | 30~3000 | 30~3000 | |
| Spindeleffekt (Kw) | 22/15 | 22/15 | 22/15 | 22/15 | |
| Avstand fra underenden av spindelen til arbeidsflaten (mm) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| Gjenta posisjoneringsnøyaktighet(X/Y/Z) | X/Y/Z | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm |
| Bruttovekt (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Magasinverktøy | Line verktøymagasin | ||||
Kvalitetsinspeksjon
Hver maskin fra Bosman er kalibrert med et laserinterferometer fra det britiske RENISHAW-selskapet, som nøyaktig inspiserer og kompenserer for tonehøydefeil, tilbakeslag, posisjoneringsnøyaktighet og gjentatt posisjoneringsnøyaktighet for å sikre maskinens dynamiske, statiske stabilitet og prosesseringsnøyaktighet. . Kulestangtest Hver maskin bruker en kulestangtester fra det britiske RENISHAW-selskapet for å korrigere den sanne sirkelnøyaktigheten og maskinens geometriske nøyaktighet, og utføre sirkulære skjæreeksperimenter samtidig for å sikre maskinens 3D maskineringsnøyaktighet og sirkelnøyaktighet.

Før og etter service
1) Før service
Gjennom å studere forespørselen og nødvendig informasjon fra kunder og deretter tilbakemelding til våre ingeniører, er Bossmans tekniske team ansvarlig for den tekniske kommunikasjonen med kundene og utformingen av løsninger, og hjelper kunden med å velge riktig maskineringsløsning og passende maskiner.
2) Etter service
A. Maskinen med ett års garanti og betalt for livslangt vedlikehold.
B. I løpet av den ettårige garantiperioden etter at maskinen ankom destinasjonshavnen, vil BOSSMAN tilby gratis og rettidig vedlikeholdstjenester for ulike ikke-menneskeskapte feil på maskinen, og i tide erstatte alle typer ikke-menneskeskapte skadedeler. gratis. Feil som oppstår i løpet av garantiperioden skal repareres til passende kostnader.
C.Teknisk støtte i 24 timer online, TM, Skype, E-post, løse de relative spørsmålene i tide. hvis det ikke kan løses, vil BOSSMAN umiddelbart sørge for at ettersalgsingeniør kommer på stedet for reparasjon, kjøperen må betale for VISA, flybilletter og overnatting.
Selskapets nettsted






