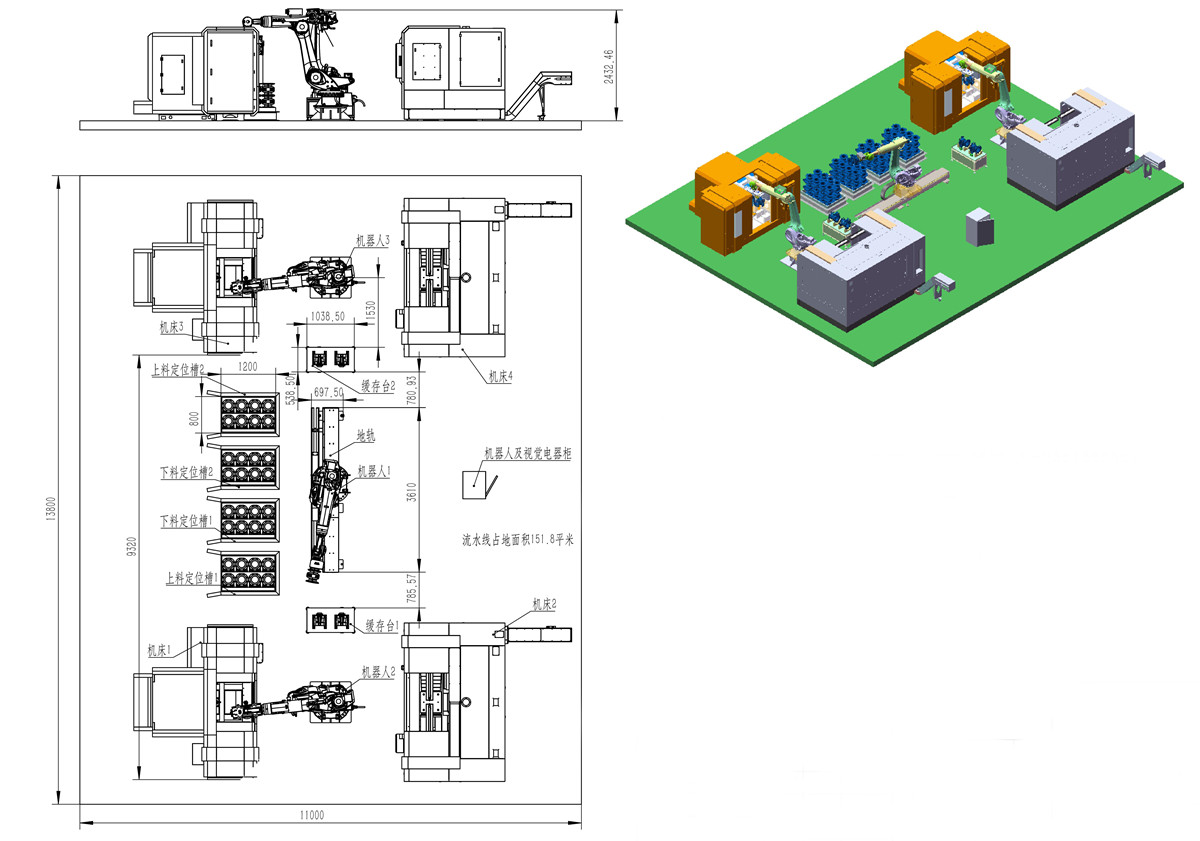
Produksjonslinje for myk portventil
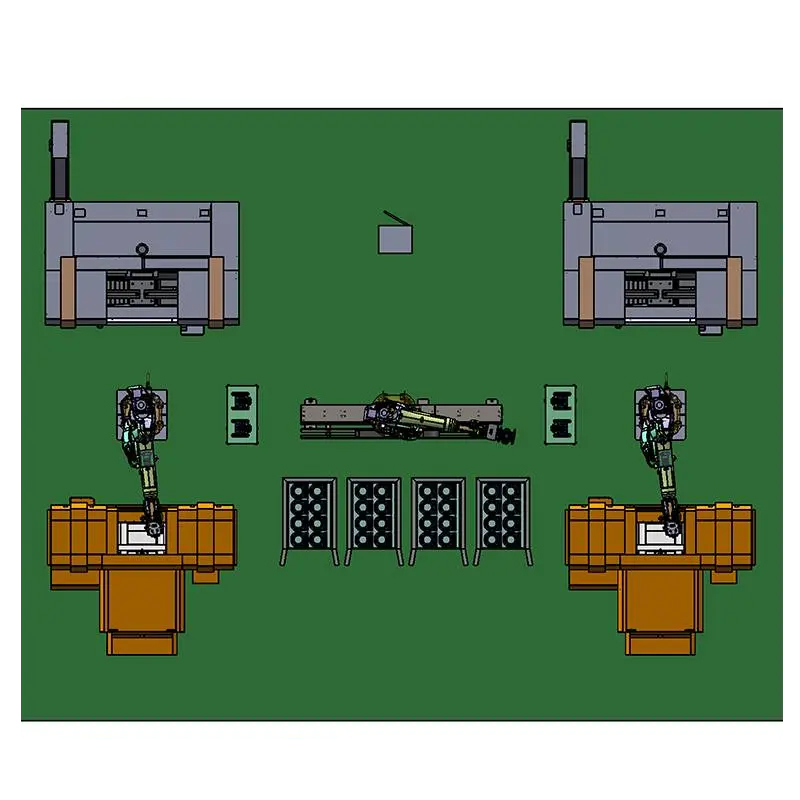
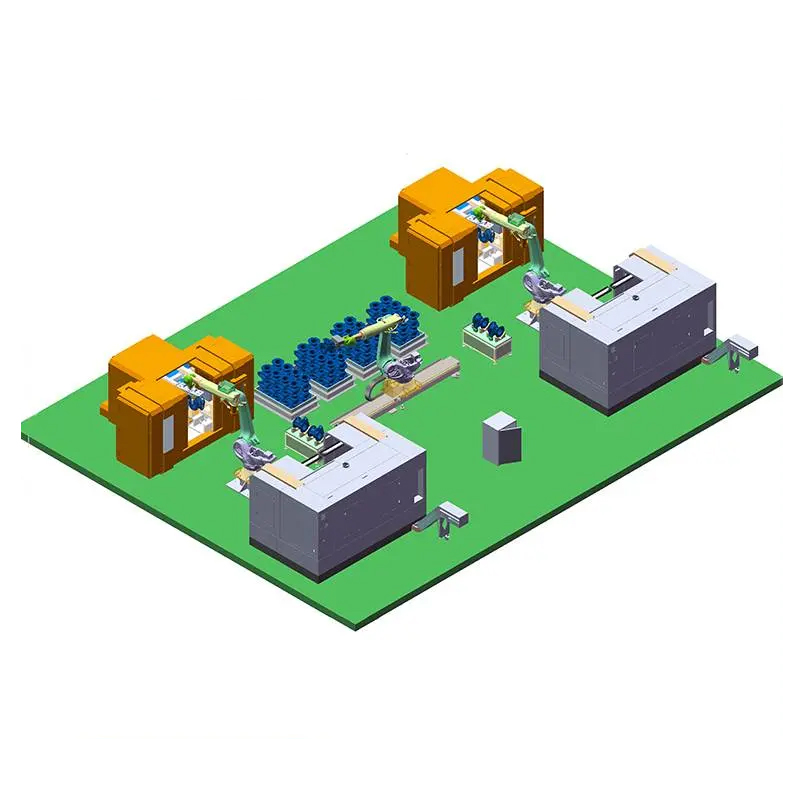
1. Operatøren plasserer pallen full av ventilkroppsarbeidstykker i lasteposisjonssporet 1 og lastingsposisjonssporet 2 for plassering, og plasserer det tomme brettet i lastingsposisjonssporet 1 og lossingsposisjonssporet 2 for plassering.
2. Kameraet på roboten 1 skanner arbeidsstykket på pallen i fôringsposisjonssporet 1 for å plassere arbeidsstykket nøyaktig, og arbeidsstykket 1 er klemt og plassert i posisjonsarmaturen på buffertabellen 1.
Samtidig griper det tak i det bearbeidede arbeidsstykket 3 (Robot 2 har nettopp grepet det fra maskinverktøyet 2), flytter til lossingsposisjonssporet 1 og plasserer det pent i pallen etter behov.
Kameraet på roboten 1 skanner arbeidsstykket på pallen i fôringsposisjonssporet 2 for å plassere arbeidsstykket nøyaktig, og arbeidsstykket 4 er klemt og plassert i posisjonsarmaturen på buffertabellen 2.
Samtidig griper det tak i det bearbeidede arbeidsstykket 6 (Robot 3 har nettopp grepet det fra maskinverktøyet 4), flytter til lossingsposisjonssporet 2 og plasserer det pent i pallen etter behov.
3. Roboten 2 klemmer arbeidsstykket 1 fra buffertabellen 1 og kjører til maskinverktøyet 1, griper det ferdige arbeidsstykket 2 og klemmer arbeidsstykket 1, kjører til maskinverktøyet 2, griper det ferdige arbeidsstykket 3 og klemmer arbeidsstykket 2 , og løper til buffertabellen 1. Plasser arbeidsstykket 3. Robot 2 fullfører syklusen.
4. Roboten 3 griper arbeidsstykket 4 fra bufferingstabellen 2 og kjører til maskinverktøyet 3, griper det ferdige arbeidsstykket 5 og klemmer arbeidsstykket 4, kjører til maskinverktøyet 4, griper det ferdige arbeidsstykket 6 og klemmer arbeidsstykket 5 , og løper til buffertabellen 2. Plasser arbeidsstykket 6. Robot 3 fullfører syklusen.